
Industrial USB cameras have revolutionized the way industrial systems monitor and enhance their operations. Known for their universal compatibility, these cameras seamlessly integrate with a variety of systems. This makes them a preferred choice for many industrial applications. Plus, their high-speed data transfer and reliability make them indispensable in environments where precision and efficiency are paramount.
Consider a manufacturing line where quality control is critical. Industrial USB cameras can swiftly detect defects, ensuring that every product meets the required standards – without slowing down production. Their ability to provide clear, high-resolution images is a game-changer for many industries.
In this blog post, we’ll explore the defining features of industrial USB cameras and delve into their diverse applications. From robust performance to easy integration, discover why these cameras are vital in modern industrial settings.
What Is a USB Camera?
A USB camera, particularly a USB Video Class (UVC) camera, is a camera that connects to a computer or other devices using a Universal Serial Bus (USB) interface. UVC USB cameras follow a standardized protocol. This allows them to be plug-and-play compatible with various operating systems like Windows, macOS, and Linux – without additional drivers.
These cameras are designed for simplicity and ease of use. They can capture high-quality video and images, making them suitable for a wide range of applications. Some popular ones include video conferencing, telemedicine, and industrial inspection. UVC USB cameras are particularly valued in industrial settings for their robustness and versatility.

TechNexion’s USB3 Type C Cameras
What Is an Industrial USB Camera?
An industrial USB camera is essentially a USB camera designed for use in industrial systems. These cameras are primarily utilized in factories and warehouses for various applications such as quality control, robotic guidance, and automation.
Their ability to deliver real-time, high-resolution imaging is crucial for precision and efficiency. With features like high-speed data transfer and ease of integration, UVC USB cameras have become an essential tool in modern industrial applications.
Key Features of Industrial USB Cameras
Industrial USB cameras are equipped with several key features that make them suitable for demanding environments. These include:
High-Speed Transmission
One of the primary advantages of industrial USB cameras is high-speed data transmission. These cameras, especially USB 3.0 models, offer substantial bandwidth — up to 5 Gbps. This high bandwidth is crucial for applications that require real-time image processing and high-resolution video capture.
In embedded vision systems, high-speed transmission allows for rapid data transfer, enabling swift decision-making. This capability is essential for tasks such as analyzing manufacturing defects, where precise and timely visual data is critical.
High-Temperature Resistance with Heat Sink
Industrial environments often involve extreme temperatures. Therefore, industrial USB cameras are designed to withstand high temperatures. They come equipped with heat sinks to dissipate heat efficiently, ensuring stable performance even under prolonged use.
This feature prevents overheating, which can lead to system failures or degraded image quality. High-temperature resistance is particularly important in applications such as metal manufacturing or processing plants, where ambient temperatures can be significantly elevated.
Rugged Design
Industrial USB cameras are also built to endure harsh conditions. They often feature rugged designs with IP-rated enclosures, which provide protection against dust and water. This makes them suitable for use in environments where exposure to moisture or particulate matter is common.
Additionally, these cameras utilize FAKRA connectors and shielded cables, enhancing their durability and ensuring reliable connections. The robust construction ensures that the cameras can operate effectively in challenging settings such as automotive assembly lines or outdoor inspection sites.
Compact Size
In some industrial applications, space is at a premium. Compact industrial USB cameras are ideal for such scenarios. They are designed to fit into small, confined spaces without compromising on performance. This is particularly useful in applications involving industrial handheld devices or inspection drones.
Here, the camera must be lightweight and unobtrusive. Despite their small size, these cameras can deliver high-resolution images and videos, making them versatile tools for various inspection and monitoring tasks.
Application-Specific Features
In addition to the general features mentioned above, industrial USB cameras come with application-specific attributes that enhance their functionality for particular uses. These include:
Resolution: Industrial USB cameras are available in various resolutions, from standard definition to ultra-high definition and 4K. The choice of resolution depends on the application requirements. For example, detailed inspection tasks might require high-resolution cameras to capture minute details accurately.
Frame Rate: The frame rate of the camera determines how many frames per second (fps) it can capture. High frame rates (typically more than 30 fps) are crucial for applications that involve fast-moving objects, such as conveyor belt inspections or robotic guidance. High frame rate cameras ensure smooth and precise tracking of motion.
Shutter Type: Industrial USB cameras can have either rolling shutters or global shutters. Rolling shutters are suitable for most applications, but global shutters are preferred in high-speed environments to eliminate rolling shutter artifacts. This feature is vital in capturing clear images of rapidly moving objects, making it essential for applications like high-speed sorting or inspection systems.
Applications of Industrial USB Cameras
Industrial USB cameras have become essential tools across a variety of industries due to their versatility, ease of integration, and robust performance. Some key applications include:
Industrial Handhelds
One prominent application of industrial USB cameras is in industrial handheld devices. These handhelds are used for tasks such as barcode scanning and maintenance diagnostics. The compact size and high resolution of USB cameras make them ideal for integration into handheld devices, providing clear and accurate imaging that enhances the functionality of these tools.
Quality Inspection Systems
Quality inspection is a critical process in manufacturing, and industrial USB cameras play a vital role in ensuring products meet stringent standards. These cameras are often mounted on conveyor belts to inspect items as they move along the production line. High-speed transmission and high-resolution capabilities enable these cameras to detect defects such as cracks, discolorations, or misalignments. This allows manufacturers to quickly identify and address issues, minimizing waste and ensuring that only high-quality products reach the market.
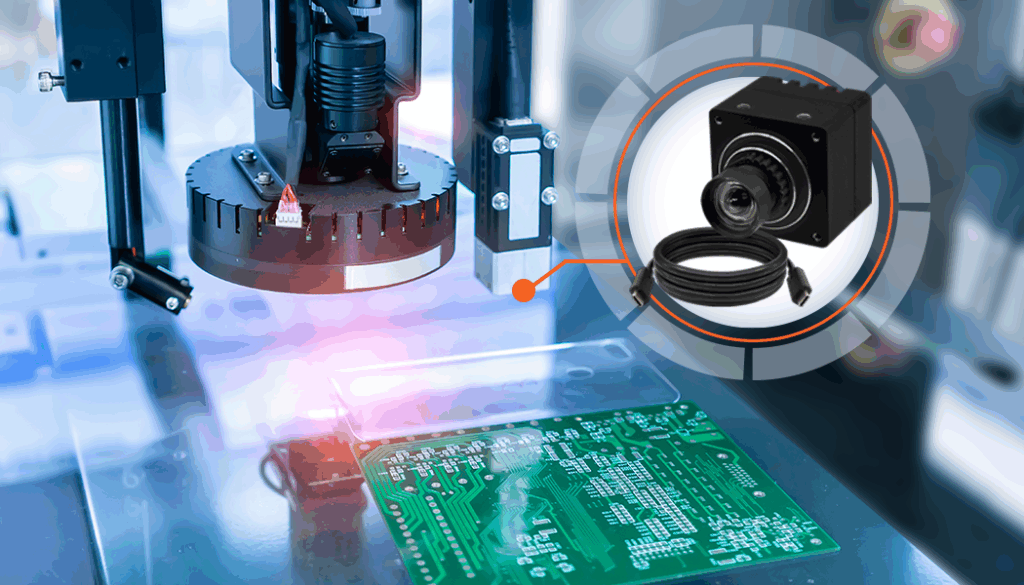
Industrial Inspection Camera
Robotics
Robotics is another field where industrial USB cameras are extensively used. Many robots, particularly those in warehouses and manufacturing facilities, rely on USB cameras for visual input. These cameras enable robots to navigate environments, identify objects, and perform precise tasks. For instance, warehouse robots equipped with USB cameras can efficiently locate and transport items, streamlining logistics and reducing human labor. The high-speed data transfer of USB cameras ensures that robots can process visual information rapidly, enhancing their operational efficiency and reliability. Though some robotic manufacturers have now shifted to MIPI or FPD-Link cameras, ease of integration still makes USB cameras a favorite, especially during the prototyping stage.
Surveillance in Industrial Settings
Industrial USB cameras are also utilized for surveillance in various industrial settings such as warehouses, factories, and construction sites. In mines, USB cameras can monitor underground activities, detecting potential hazards and ensuring worker safety. These cameras provide real-time monitoring, helping to ensure safety and security.
Inspection of Pipes and Turbines Using Mini Drones
In sectors such as oil and gas, energy, and utilities, inspecting pipes and turbines is a critical task. Mini drones equipped with industrial USB cameras are increasingly being used for this purpose. These drones can navigate through confined spaces and capture high-resolution images and videos of pipes and turbines, identifying issues such as corrosion, cracks, or blockages. The use of USB cameras in these drones allows for detailed inspections without the need for extensive downtime or hazardous manual inspections. Although not all inspection drones use USB interfaces, those that do provide significant advantages in terms of prototyping speed.
TechNexion – Industrial USB Cameras for the Modern Age
TechNexion offers a wide variety of USB cameras designed specifically for industrial applications, making them ideal for modern automation needs. Their cameras boast high-resolution sensors, ensuring precise and clear imaging, and global shutter technology, which eliminates shutter artifacts, crucial for capturing fast-moving objects.
Additionally, TechNexion’s cameras come with IP-rated enclosures, providing robust protection against dust and moisture. Lastly, their rugged designs ensure durability in harsh industrial environments.
A prime example is the VCS-AR0234-SL, equipped with the high-performance onsemi AR0234 2.3MP sensor. This camera captures high-quality images and it’s sturdy build makes it reliable for long-term use in demanding settings.
Related Products


Get a Quote
Fill out the details below and one of our representatives will contact you shortly.